


Pada daerah logam las (daerah 1) :
 Terjadi proses pembekuan dari logam las (weld metal) atau logam pengsisi (filler metal). Fenomena pembekuan akan memunculkan struktur dendritik yang kasar diiringi dengan timbulnya segregasi sebagai akibat adanya laju pendinginan yang relatif cepat. Adanya pengkasaran ukuran butir dan segregasi di daerah logam las akan menurunkan sifat mekanik. Penurunan sifat mekanik yang terjadi jangan sampai melampaui sifat mekanik logam induk. Karena itu berdasarkan hal tsb dan mengingat menurut standar bagian logam las tidak diperkenankan untuk gagal, maka untuk mengkompensasi penurunan tsb dipilih kualitas mekanik logam las minimal 15% lebih tinggi dari sifat logam induk. Disamping itu pada saat logam las membeku (bertransformasi fasa) senantiasa diiringi dengan perubahan volume (dalam hal ini menyusut). Perubahan volume yang mengiringi transformasi fasa merupakan cikal bakal timbulnya destorsi pada sambungan las bahkan menjadi cikal bakal timbulnya retak (crack) baik retak yang timbul dengan segera maupun retak yang timbul berikutnya (delay crack) baik di logam las (1) maupun di daerah yang dipengaruhi panas (3)
Terjadi proses pembekuan dari logam las (weld metal) atau logam pengsisi (filler metal). Fenomena pembekuan akan memunculkan struktur dendritik yang kasar diiringi dengan timbulnya segregasi sebagai akibat adanya laju pendinginan yang relatif cepat. Adanya pengkasaran ukuran butir dan segregasi di daerah logam las akan menurunkan sifat mekanik. Penurunan sifat mekanik yang terjadi jangan sampai melampaui sifat mekanik logam induk. Karena itu berdasarkan hal tsb dan mengingat menurut standar bagian logam las tidak diperkenankan untuk gagal, maka untuk mengkompensasi penurunan tsb dipilih kualitas mekanik logam las minimal 15% lebih tinggi dari sifat logam induk. Disamping itu pada saat logam las membeku (bertransformasi fasa) senantiasa diiringi dengan perubahan volume (dalam hal ini menyusut). Perubahan volume yang mengiringi transformasi fasa merupakan cikal bakal timbulnya destorsi pada sambungan las bahkan menjadi cikal bakal timbulnya retak (crack) baik retak yang timbul dengan segera maupun retak yang timbul berikutnya (delay crack) baik di logam las (1) maupun di daerah yang dipengaruhi panas (3)
Pada daerah 2 (daerah Fusi, yang kadang-kadang disebut juga sebagai dilusi) :
Terjadi pencampuran antara logam las dan logam induk. Pada prinsipnya di daerah ini terjadi proses pemaduan. Secara umum hasil dari suatu proses pemaduan dapat menghasilkan larutan padat, senyawa atau campuran antara larutan padat dan senyawa yang akan memberikan perbedaan terhadap sifat mekanik yang dimilikinya. Dalam praktek, keberadaan senyawa intermetalik yang getas sangat tidak diinginkan apabila terbentuk di batas butir namun akan berperan sangat penting dalam meningkatkan kekuatan logam apabila senyawa tsb muncul sebagai bagian dari fasa eutektik atau tersebar merata dalam bentuk partikel halus.
Pada daerah 3 (daerah yang dipengaruhi panas) :
Akan terjadi kombinasi antara pembentukan butir-butir yang kasar sebagai akibat terekpos pada suhu tinggi dengan timbulnya transformasi fasa, dari fasa padat ke fasa padat yang lain. Menurut Hall-Petch, pengkasaran butir akan menyebabkan kekuatan logam menurun sedangkan transformasi fasa yang terjadi di daerah tersebut juga akan diiringi dengan perubahan volume. fenomena metalurgi yang terjadi di daerah 3 menjadi sangat kompleks dengan adanya temperatur gradien. Secara umum di daerah ini terjadi proses perlakuan panas dengan segala macam aspek yang mempengaruhinya seperti tinggi dan lamanya temperatur pemanasan, laju pendinginan, termasuk ada atau tidaknya pre heat dan post heat dan jenis fasa yang akan dihasilkannya.
Perlu digarisbawahi bahwa ketiga daerah tersebut akan selalu muncul pada saat menerapkan proses pengelasan yang melibatkan adanya proses pencairan, baik pada saat mengelas logam yang sama (similar metal welding) maupun pada saat mengelas dua logam yang berbeda (dissimilar metal welding). Khusus pada saat mengelas dua jenis logam yang berbeda, aspek lain diluar fenomena metalurgi yang perlu dipertimbangkan adalah :
1. Apakah perbedaan koefisien muai akan ber-pengaruh terhadap umur sambungan ?
2. Apakah korosi galvanik akan menjadi masalah ?
Pada beberapa jenis baja paduan dan besi cor,keseluruhan aspek tsb diatas merupakan hal-hal yang patut menjadi perhatian yang cermat dan akurat agar hasil pengelasan yang dilakukan dapat menghasilkan sambungan yang baik dan memenuhi persyaratan yang sudah ditetapkan dalam WPS.
BEBERAPA CONTOH KASUS
Untuk menganalisis fenomena metalurgi seperti diuraikan diatas dapat dilihat pada contoh-contoh pengelasan berikut :
1. Mengelas baja Cr-Mo dengan baja tahan karat austenitik Pada industri petrokimia seringkali dijumpai baja CrMo, baik dari tipe ASTM A387 grade 11 (F11) maupun F12 (dissimilar) ; disambungkan dengan baja tahan karat austenitik atau baja F11 disambungkan dengan baja F11 (similar).
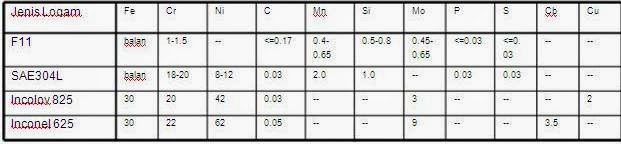
Lazimnya pada kedua pengelasan tersebut seringkali menggunakan logam pengisi dari jenis baja tahan karat austenitik atau dari jenis paduan Ni-Cr-Fe seperti paduan Incoloy 825 atau paduan Inconel 625. Dari tabel 1 dapat dilihat komposisi baja F11, baja tahan karat austenitik SAE 304L, Incoloy 825 dan Inconel 625 sebagai berikut :
Jadi apabila F11 disambungkan dengan SAE 304L ,misalnya menggunakan logam pengisi juga SAE 304L, maka di daerah Fusi di sisi F11 akan terjadi dilusi antara logam induk (F11) dengan logam pengisi (SAE 304L). Untuk membantu menganalisis apakah pemilihan logam las dari jenis baja tahan karat SAE 304L sudah tepat dan jenis fasa apa yang akan terjadi di daerah fusi di sisi F11 dapat digunakan diagram Schaeffler yang sudah dimodifikasi oleh Schneider seperti terlihat pada gambar 2

Dengan memperhitungkan %Ni.eq dan %Cr.eq dari kombinasi komposisi yang akan terjadi di daerah fusi dan menerapkannya pada diagram Schaeffler, tampak bahwa kombinasi komposisi F11 dan SAE 304L jatuh di daerah austenit. Jika hal seperti ini yang terjadi, maka pemilihan jenis logam las maupun logam pengisi sudah tepat. Yang harus dihindari adalah apabila kombinasi komposisi menghasilkan fasa Martensit. Keberadaan fasa martensit seringkali dikaitkan dengan masalah kegetasannya. Namun yang paling berbahaya dari keberadaan martensit adalah bahwa embentukannya kadang-kadang diikuti dengan munculnya retak rambut (fissure) yang seringkali sulit dideteksi dengan peralatan ultrasonic. Kalaupun terdeteksi seringkali dinyatakan sebagai minor defect.
Pada daerah 2 (daerah Fusi, yang kadang-kadang disebut juga sebagai dilusi) :
Terjadi pencampuran antara logam las dan logam induk. Pada prinsipnya di daerah ini terjadi proses pemaduan. Secara umum hasil dari suatu proses pemaduan dapat menghasilkan larutan padat, senyawa atau campuran antara larutan padat dan senyawa yang akan memberikan perbedaan terhadap sifat mekanik yang dimilikinya. Dalam praktek, keberadaan senyawa intermetalik yang getas sangat tidak diinginkan apabila terbentuk di batas butir namun akan berperan sangat penting dalam meningkatkan kekuatan logam apabila senyawa tsb muncul sebagai bagian dari fasa eutektik atau tersebar merata dalam bentuk partikel halus.
Pada daerah 3 (daerah yang dipengaruhi panas) :
Akan terjadi kombinasi antara pembentukan butir-butir yang kasar sebagai akibat terekpos pada suhu tinggi dengan timbulnya transformasi fasa, dari fasa padat ke fasa padat yang lain. Menurut Hall-Petch, pengkasaran butir akan menyebabkan kekuatan logam menurun sedangkan transformasi fasa yang terjadi di daerah tersebut juga akan diiringi dengan perubahan volume. fenomena metalurgi yang terjadi di daerah 3 menjadi sangat kompleks dengan adanya temperatur gradien. Secara umum di daerah ini terjadi proses perlakuan panas dengan segala macam aspek yang mempengaruhinya seperti tinggi dan lamanya temperatur pemanasan, laju pendinginan, termasuk ada atau tidaknya pre heat dan post heat dan jenis fasa yang akan dihasilkannya.
Perlu digarisbawahi bahwa ketiga daerah tersebut akan selalu muncul pada saat menerapkan proses pengelasan yang melibatkan adanya proses pencairan, baik pada saat mengelas logam yang sama (similar metal welding) maupun pada saat mengelas dua logam yang berbeda (dissimilar metal welding). Khusus pada saat mengelas dua jenis logam yang berbeda, aspek lain diluar fenomena metalurgi yang perlu dipertimbangkan adalah :
1. Apakah perbedaan koefisien muai akan ber-pengaruh terhadap umur sambungan ?
2. Apakah korosi galvanik akan menjadi masalah ?
Pada beberapa jenis baja paduan dan besi cor,keseluruhan aspek tsb diatas merupakan hal-hal yang patut menjadi perhatian yang cermat dan akurat agar hasil pengelasan yang dilakukan dapat menghasilkan sambungan yang baik dan memenuhi persyaratan yang sudah ditetapkan dalam WPS.
BEBERAPA CONTOH KASUS
Untuk menganalisis fenomena metalurgi seperti diuraikan diatas dapat dilihat pada contoh-contoh pengelasan berikut :
1. Mengelas baja Cr-Mo dengan baja tahan karat austenitik Pada industri petrokimia seringkali dijumpai baja CrMo, baik dari tipe ASTM A387 grade 11 (F11) maupun F12 (dissimilar) ; disambungkan dengan baja tahan karat austenitik atau baja F11 disambungkan dengan baja F11 (similar).
Lazimnya pada kedua pengelasan tersebut seringkali menggunakan logam pengisi dari jenis baja tahan karat austenitik atau dari jenis paduan Ni-Cr-Fe seperti paduan Incoloy 825 atau paduan Inconel 625. Dari tabel 1 dapat dilihat komposisi baja F11, baja tahan karat austenitik SAE 304L, Incoloy 825 dan Inconel 625 sebagai berikut :
Jadi apabila F11 disambungkan dengan SAE 304L ,misalnya menggunakan logam pengisi juga SAE 304L, maka di daerah Fusi di sisi F11 akan terjadi dilusi antara logam induk (F11) dengan logam pengisi (SAE 304L). Untuk membantu menganalisis apakah pemilihan logam las dari jenis baja tahan karat SAE 304L sudah tepat dan jenis fasa apa yang akan terjadi di daerah fusi di sisi F11 dapat digunakan diagram Schaeffler yang sudah dimodifikasi oleh Schneider seperti terlihat pada gambar 2
Dengan memperhitungkan %Ni.eq dan %Cr.eq dari kombinasi komposisi yang akan terjadi di daerah fusi dan menerapkannya pada diagram Schaeffler, tampak bahwa kombinasi komposisi F11 dan SAE 304L jatuh di daerah austenit. Jika hal seperti ini yang terjadi, maka pemilihan jenis logam las maupun logam pengisi sudah tepat. Yang harus dihindari adalah apabila kombinasi komposisi menghasilkan fasa Martensit. Keberadaan fasa martensit seringkali dikaitkan dengan masalah kegetasannya. Namun yang paling berbahaya dari keberadaan martensit adalah bahwa embentukannya kadang-kadang diikuti dengan munculnya retak rambut (fissure) yang seringkali sulit dideteksi dengan peralatan ultrasonic. Kalaupun terdeteksi seringkali dinyatakan sebagai minor defect.
 Posted in: artikel
Posted in: artikel


3 komentar:
sumbernya om tlg cantumin ..
ok
Apabila Anda mempunyai kesulitan dalam pemakaian / penggunaan chemical , atau yang berhubungan dengan chemical, jangan sungkan untuk menghubungi, kami akan memberikan konsultasi kepada Anda mengenai masalah yang berhubungan dengan chemical.
Salam,
(Tommy.k)
WA:081310849918
Email: Tommy.transcal@gmail.com
Management
OUR SERVICE
Boiler Chemical Cleaning
Cooling tower Chemical Cleaning
Chiller Chemical Cleaning
AHU, Condensor Chemical Cleaning
Chemical Maintenance
Waste Water Treatment Plant Industrial & Domestic (WTP/WWTP/STP)
Degreaser & Floor Cleaner Plant
Oli industri
Posting Komentar